欢迎光临寻材问料网!
材料数据库
英文站
登录
注册
快速登录
首页
创新设计
解决方案
材料数据库
社区
当前位置:
社区
>
CMF
CMF
+关注
总共
923
精华
15
今日发帖:
0
发帖
全部
CMF
最新发表
最新回复
最多查看
最多回复
精华
1
急!急!急! 哪位前辈知道铝阳极氧化工艺产生哪些污染物,COD大概多少,一般用什么处理工艺比较好?? 谢谢!十分急啊
就是说铝阳极氧化这种工艺出水的COD大概多少?还有哪些污染成分?要不要用生化处理法?拜托!急
居然
2015-08-28更新
(
7
)
(
0
)
回复(1)
阅读(423)
0
电镀工艺在汽车行业中的应用
作为延长汽车使用寿命、改善其动力性能、提高外表装饰性能的重要手段——电镀工艺,随着汽车工业的高速发展,对其提出了更加严格的质量要求。电镀在汽车行业中的应用也越来越广泛。减震器连杆过去减振器连杆采用电镀酋通硬铬工艺,耐蚀性不能满足要求。日前作遍采用HEEF25微裂纹镀铬工艺,镀层厚度有20±5μ;与10l±...
Alex
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(186)
0
塑料表面装饰性镀膜
塑料表面装饰性镀膜 SDC – Surface Decoration CoatingSDC 主要是在塑料表面镀上一层金属膜;在外观上使其具有金属质感。 此种镀膜又称为金属化镀膜 ( VM – Vacuum Metallization ) 。 SDC 一般运用在按键 ( Keypad ) 、面板 ( Lens ) 、机壳 ( Housing ) ‧‧‧ 等外观件。
华生
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(572)
0
钼铜复合材料的制备方法
Mo-Cu复合材料是由高熔点的Mo和高导电、导热性的Cu制成的假合金。Mo-Cu复合材料主要应用于电子封装材料、电触头材料和散热器材料。钼铜复合材料的制备方法有很多中,常用的有以下:1、熔渗法熔渗法主要是靠液相在毛细管力的作用下填充钼骨架,从而获得致密的材料。熔渗有两种方法:一是混料烧结后再熔渗法,是将含有少量铜粉...
General Lee
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(121)
0
快速电镀技术在设备及模具维修中应用(二)
在设备及模具维修中采用快速电镀技术对零件的局部修复有其独到之处,操作方便灵活,节约维修费用,经济效益明显。一、快速电镀的基本原理从本质上说,这种电镀技术和通常的电镀槽电镀一样,都是镀液中带电的金属离子在负极板上放电沉积结晶的过程。所不同的是,快速电镀不需要电槽,只要镀笔蘸着镀液在工作表面反复擦蹭,就会...
Scott
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(106)
0
电弧蒸发和电弧等离子体镀膜
许多亮斑,即阴极弧斑。弧斑就是电弧在阴极附近的弧根。在极小空间的电流密度极高,弧斑尺寸极小,估计约为1μm~100μm,电流密度高达l05A/cm2~107A/cm2。每个弧斑存在极短时间,爆发性地蒸发离化阴极改正点处的镀料,蒸发离化后的金属离子,在阴极表面也会产生新的弧斑,许多弧斑不断产生和消失,所以又称多弧蒸发。最早设...
八千里
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(130)
0
电镀的反应机理
A、电极电位当金属电极浸入含有该金属离子的溶液中时,存在如下的平衡,即金属失电子而溶解于溶液的反应和金属离子得电子而析出金属的逆反应应同时存在:Mn++ne = M平衡电位与金属的本性和溶液的温度,浓度有关。为了精确比较物质本性对平衡电位的影响,人们规定当溶液温度为250℃,金属离子的浓度为1mol/L时,测得的电位叫标...
范CC
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(185)
0
纳米复合镀层在缝纫机的应用及开发
运用表面纳米复合技术制备一种新型的耐磨减摩复合镀层,该技术可以为国内高速缝纫机提供无油润滑关键材料,为全面提升我国工业缝纫机的整体技术水平提供技术支持。上海市纳米科技与产业发展促进中心研究小组通过对次项目的研究,获得Ni-P-PTFE、Ni-P/Al2O3、Ni-P/SiC、Ni-P/PTFE-SiC以及Ni-P/Gr-SiC等复合镀层。对上述纳米复...
居然
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(118)
0
常见的氯化钾镀锌故障分析 你中招了吗?
【摘要】汇总了氯化钾镀锌的常见故障,包括镀层不光亮、发雾、结合力差、烧焦、黑色条纹、厚度不均、脆性、沉积速度慢、分散能力差、镀液浑浊等。介绍了这些疵病的产生原因及其处理方法。提出了应加强工艺管理、认真做好镀液维护、定期进行净化等措施,以期避免或减少故障发生。1 前言氯化钾镀锌是由最早的无氰氯化铵镀液发展...
Haper
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(165)
0
化学镀
经过活化处理的塑料制品可以进行化学镀镍。可以采用碱 性化学镀镍,但温度可以适当提高一些,且不用氨水调节^只值, 而改用无水碳酸钠。推荐的配方和工艺如下。
General Lee
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(136)
0
气溶胶镀银
气溶胶法镀银所用的镀液也至少是两种以上的组分。一组含有银盐―,另一组含有还原剂。这也是气溶胶法喷镀的基本模式。金属 盐一般用含有2~258/1.银离子的银氨络合物溶液。还原剂则采用 5~208/1肼的溶液。也可以用乙二醛,或者甲醛 葡萄糖口^口、羟氨、肼的衍生物和还原剂的混合物,例如乙二醛和三乙醇胺,葡萄糖和甲醛等。...
General Lee
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(128)
0
用自润滑复合涂层技术实现干式切削
干式切削加工,由于切削过程中切屑干净、清洁、无污染,易于回收和处理,是一种环境友好,绿色的切削加工方式,越来越受到切削行业的重视,成为现代绿色切削技术的关键技术。干式切削虽具有诸多优点,但由于没有切削液的作用,使得切削加工过程中的冷却、润滑和排屑问题显得十分突出。刀具-工件-切屑之间摩擦力加剧,形成切削...
General Lee
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(190)
0
抗电磁波镀膜(EMI - Electro Magnetic Interference)
抗电磁波镀膜 EMI - Electro Magnetic Interference 笔记本电脑、移动电话、 ADSL ‧‧‧ 等3 C 产品都会使用到高频电子元件。为避免人类使用这些3C 产品时常时间曝露于高频电子组件所产生的电磁波下,需要在塑料内壳镀上一层导电膜,使电磁波包覆在机壳内部,以减少对人体的影响。 早期抗 EMI 以喷导电漆、水电镀等为主,现...
华生
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(180)
0
阳极氧化膜的形成机理
铝及其合金的阳极氧化所用的电解液一般为中等溶解能力的酸性溶液,铅作为阴极,仅起导电作用。铝及其合金进行阳极氧化时,在阳极发生下列反应:在阴极发生下列反应: 同时酸对铝和生成的氧化膜进行化学溶解,其反应如下: 氧化膜的生成与溶解同时进行,氧化初期,膜的生成速度大于溶解速度,膜的厚度不断增加;随着厚度的增加...
卖瓜人
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(690)
0
面漆砂纸纹产生的原因及预防
现象 面漆涂装和干燥后仍能清楚地看见到砂纸打磨纹,且影响涂层的外观f光泽、光滑和丰满度。 原因 ①打磨砂纸粗 ②底涂层没干透或漆膜未冷却就打磨 ⑧被涂物表面状态有较深的锉刀纹或打磨纹 预防措施 ①应按工艺要求选用打磨砂纸,涂面漆前采用360~500#耐水砂纸打磨,高装饰性涂层采用 500~600#耐水砂纸 ②底涂层应干透和...
D77
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(121)
0
感应件加热表面真空淬火的优势
感应件加热表面真空淬火优点:1.热源在工件表层,加热速度快,热效率高2.工件因不是整体加热,变形小3.工件加热时间短,表面氧化脱碳量少4.工件表面硬度高,缺口敏感性小,冲击韧性、疲劳强度以及耐磨性等均有很大提高。有利于发挥材料地潜力,节约材料消耗,提高零件使用寿命5.设备紧凑,使用方便,劳动条件好6.便于机械化和自动化7.不...
Alex
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(130)
0
表面拉丝处理工艺
表面拉丝处理是通过研磨产品在工件表面形成线纹,起到装饰效果的一种表面处理手段。表面拉丝处理可以清晰显现每一根细微丝痕,从而使金属哑光中泛出细密的发丝光泽,产品兼备时尚和科技感。拉丝的应用金属表面处理有多种不同的形式,例如:喷砂(形成哑光珍珠银面)抛光(形成镜面)压纹(压制出各种纹理)电镀(覆盖一层其他...
Scott
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(144)
0
imr破膜如何处理
我目前遇到一个LCD COVER 边沿破膜,不知道如何处理,求高手指教
知多少
2015-08-28更新
(
7
)
(
0
)
回复(0)
阅读(143)
0
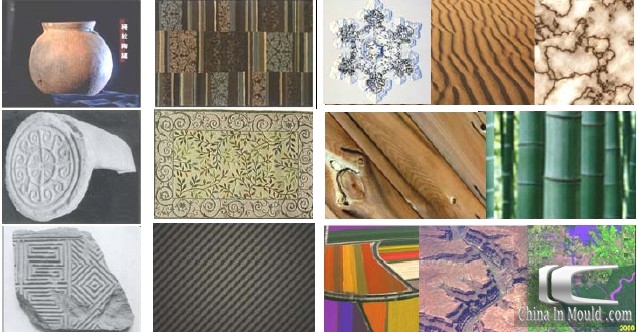
纹理塑料薄膜及其模内装饰射出之应用-1
材质& 纹理-产品外观设计要素−泛见于古今及中外,天然或人工形成,亘久或短暂,涵盖巨观及微观尺度,为设计师理念或消费者品味。消费性电子产品之材质纹理范例:
卖瓜人
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(261)
0
核电主管道制造工艺发展
核电主管道是核岛内连接反应堆压力容器、蒸汽发生器以及反应堆冷却剂泵的厚壁钢管。上述3个部分通过主管道的连接形成一个闭合回路,在反应堆冷却泵的驱动下,冷却剂(高纯水)在回路中流动,带出反应堆压力容器中核燃料裂变所产生热量,并通过汽轮机发电机组将热量转化为电能。在压水堆核电站的核岛中,主管道是核岛内七大关...
General Lee
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(153)
上一页
30
31
32
33
34
35
36
37
38
39
下一页
共47页
转到第
相关话题
CMF
0 人关注
史上最全的表面处理大汇总
CMF
49 人关注
塑胶产品卡扣设计 - 塑胶产品结构设计规范
CMF
0 人关注
史上最全产品表面纹理实现方法
CMF
0 人关注
视错觉与CMF设计的完美融合
CMF
49 人关注
收藏级-PANTONE国际色卡大全
CMF
0 人关注
玻璃印刷工艺带案例
热门人物
新材料在线-发哥
CIO
深圳市寻材问料网络科技有限公司
gdcjz
cmf设计师
深圳市优维尔科技有限公司
Andrew
测试经理
赛瑞
qlh9005
研发工程师
夏洛克
夏洛克
sunsun
材料工程师
寻材问料管理员
网站管理员
寻材问料
400-7755-899






 (
( (
(